




使用摩擦螺旋压力机进行模锻成形生产时,通常是根据锻件的形体结构、变形成形特点等对锻件的变形力与变形功进行分析计算或估算,再根据摩擦螺旋压力机的力能特性曲线并结合实际经验来设置锻压时的打击能量。
对于一个新产品,可以与已经生产过的类似锻件相比对(比对产品投影面积的大小、比对坯料变形的高度。一般来说,坯料高度大,变形大,能量吸收大而力小;相反,坯料高度小,变形量比较小,能量吸收也较小,但力却大)。参照同类型锻件生产时的工艺参数和实际经验来设置设备的打击能量,然后进行试锻,进一步调整打击能量的数值,使锻造成形的工艺过程处于最佳的锻击状态,避免和减少冷击力,以保护模具和设备。
通常,在选购摩擦螺旋压力机时,一定要向设备供应商索要该类设备的力能特性曲线图;在安装、调试设备时,要让供应商技术人员按照设备的力能特性进行打击能量的设置来试车,最好是多试几个不同类型的产品。这一点,往往被生产厂家所忽视。
青岛锻压机械有限公司所生产的摩擦螺旋压力机的力能特性曲线如图15-1-8所示。
对摩擦螺旋压力机力能特性曲线的解读如下:
(1)图形结构 图的左侧纵坐标为设备的能级和打击效率,右侧纵坐标为设备的打击能量(每一小格为运动部分总能量的1/20)其横坐标为打击力(每小格为公称力的1/10)。
(2)曲线①为弹性变形能曲线 弹性变形包含锻造过程中设备自身的弹性变形,模具的弹性变形和锻件的弹性变形。这些弹性变形都要消耗能量,从弹性变形曲线的形态来看,弹性变形量越大,消耗的能量也越大,锻造所需的力也越大。
(3)曲线②为摩擦功曲线 设备在工作中所作的摩擦功都是无用的,而且也是不可避免的。摩擦功是克服摩擦力所作的功,摩擦力包含有设备自身各运动部件之间的摩擦力和锻料在受力变形和流动而成为锻件过程中与模具模膛表面之间的摩擦力。
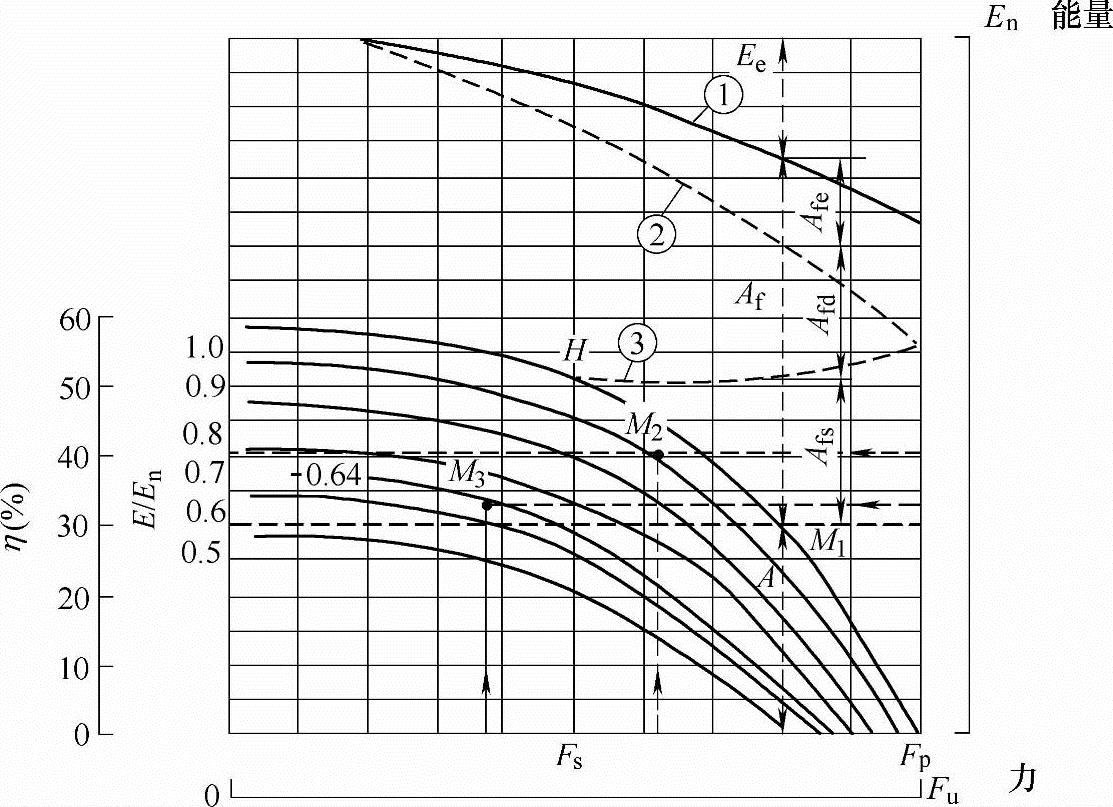
图15-1-8 摩擦螺旋压力机力能特性曲线
①—弹性变形能曲线 ②—变形摩擦功曲线 ③—打滑摩擦曲线
Fu—最终打击力 Ff—锻压工艺力 Fs—打滑力 Fp—打滑冷击力 En—公称能量 E—选用能量 E/En—能级 η—打击效率 A—锻件变形功 Ec—弹性变形能 Af—摩擦功 Afs—打滑摩擦功 Afe—对应零件弹性变形的摩擦功 Afd—对应零件变形的摩擦功 H—打滑点
(4)曲线③为打滑摩擦曲线 在锻压时当压力达到和超过一定值,飞轮的转矩达到临界摩擦力,其结构的外圈和内圈便产生打滑,这种组合式飞轮便保护了设备。从产生打滑的那一刻起,打滑摩擦力随着滑块的继续下行而变化,曲线③就是组合飞轮打滑、摩擦曲线。图中的H点便是打滑的起点。
飞轮工作,一部分能量用来克服摩擦,同时一部分以动能形式储存以备使用。
打击开始(坯料开始变形)能量开始消耗,此时能量大而力小,随着坯料变形量的逐步加大,能量逐渐减小,而施加于坯料上的力逐渐加大。
当坯料接近成形最后阶段时,能量消耗怠尽而打击力及弹性变形能达到最大。
由于坯料变形成为锻件所消耗的能量是一定的,因此就需要在锻打时设置一个合理的能量。如果能量设置过大,坯料变形后的残余能量则由设备和模具的变形来消耗(为了保障设备和模具的安全,设备配置组合式飞轮);如果能量不足,则坯料的变形达不到锻件成形的要求。显然,打击能量的设置是非常重要的。
如果,坯料变形成为锻件所需要的能量大于设备所能够提供的能量,在这种情况下,则要采用二次打击,以便通过第二次打击来完成剩余的变形。
当然,在锻压生产中,一般不使用最大能量。16000kN摩擦螺旋压力机的设计能量是280kJ,6300kN摩擦螺旋压力机的设计能量是80kJ。(www.zuozong.com)
为了更合理、更有效地完成锻压加工,机器的设计者将设备所能提供的打击能量分为多个等级,称为能级 ,以便针对不同的锻件来选择和设置打击能量。
,以便针对不同的锻件来选择和设置打击能量。
在力能特性曲线图的下部,绘制了能级曲线从0.5级到1.0级。能级曲线的形态描述了在打击过程中,随着能量的消耗而锻造力在逐渐地增大。根据力能关系来判断锻击状态,使用力能关系曲线将使判断更加直观。
判断锻击能量的依据是锻件成形所需要的变形力(或变形力所做的功)。合理使用摩螺机是按具体锻件的力能要求和最佳锻击状态来设置锻击能量的。
锻击力的计算:影响锻击力大小的因素是很多的,有材料的牌号及其热力学性能、设备状况、锻件形状及其复杂程度、模具结构与模膛情况等。关于铝合金各个牌号的锻击力,目前还没有一个比较准确的数据,也没有一个成熟的计算公式。
在锻压生产中,大部分是按照经验或通过调试能量设置来进行的。
如果能对某锻件的变形力作一个粗略的计算或估算,再结合实际经验来设置打击能量,这样将会更为合理地使用摩擦螺旋锻压设备。
关于锻件的变形力(简称锻压力)可使用下面公式进行计算,作为工艺设置时的参考。锻压力
F=KA投Q (15-1-17)
式中 K——调整系数,一般取值范围为1.1~1.3;
A投——锻件+飞边+连皮的投影面积(cm2);
Q——金属在锻压温度下的流动压力,Q=σb(σb为金属在锻压温度下的抗拉强度,MPa)。
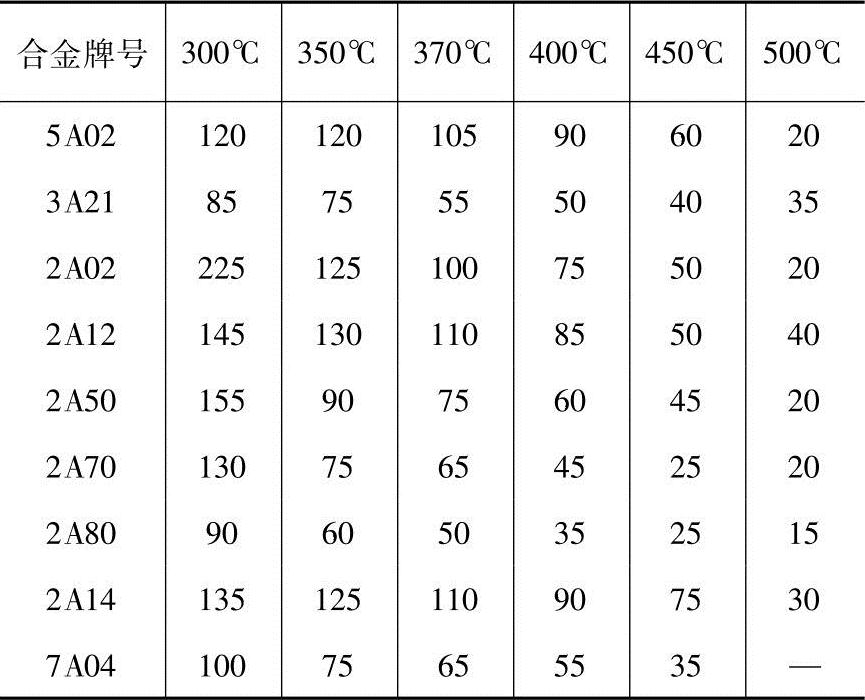
上述锻压力的计算公式为一经验公式。几种铝合金在高温下的抗拉强度见表15-1-1。
表15-1-1 几种变形铝合金的高温强度 (单位:MPa)
有可供参考的锻件变形力,便可使用力能特性曲线来初步选择能量等级。一般,在锻击结束时,最终锻击力接近公称力的锻击状态较好,能级也不要选得过大。
当初步选定了能级后,便可进行试打。通过试打,观察坯料的变形情况,再调整打击能量。如果坯料欠锻,则增加打击能量;如果有冷击力出现,则减少打击能量。打击能量是通过调节时间继电器的适时时间来控制驱动滑块向下的时间来实现的。通常采用一次打击,如果工艺需要则采用二次打击。调节装置在电器柜上,如图15-1-9所示。
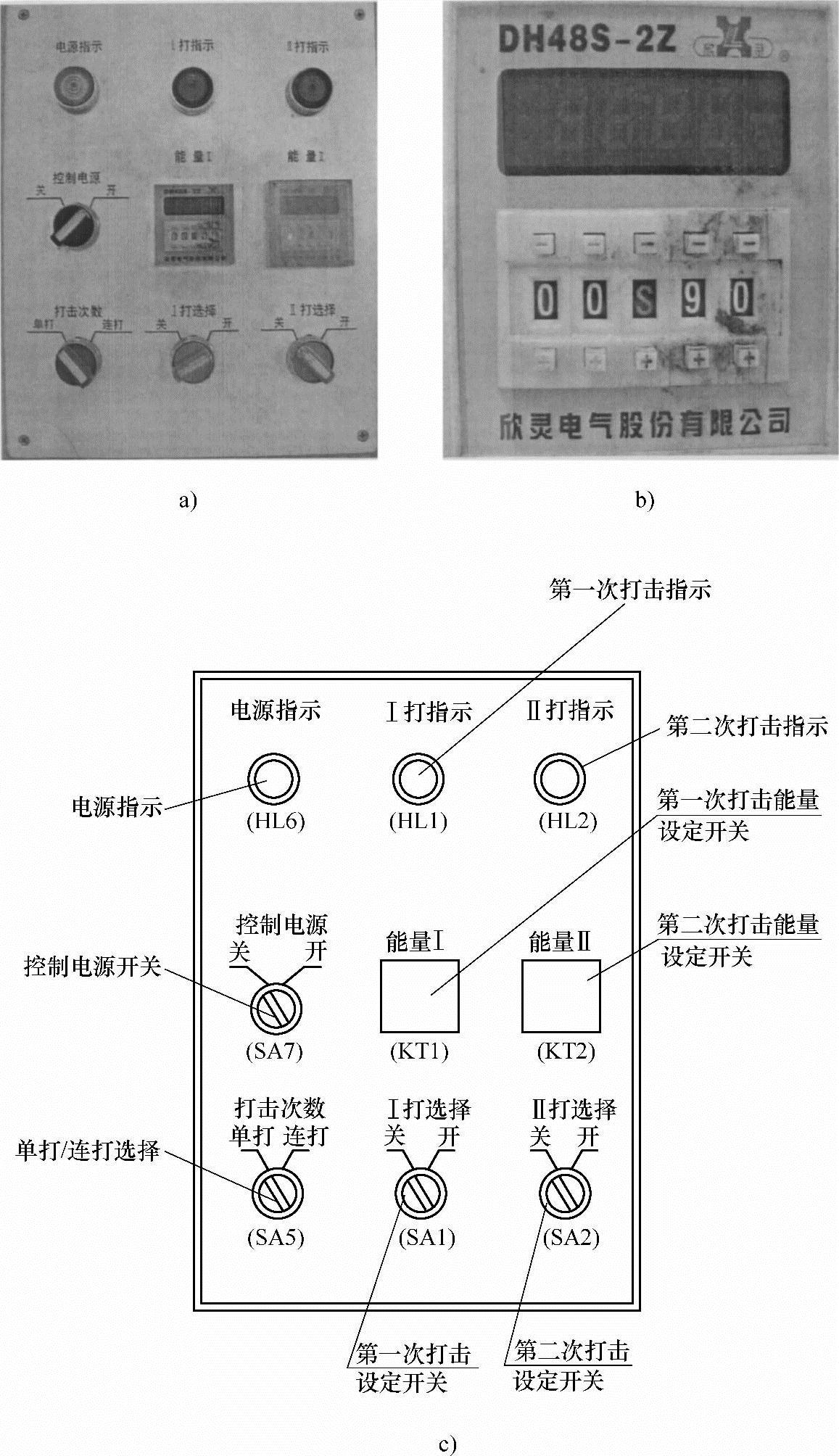
图15-1-9 能量设置开关
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。