



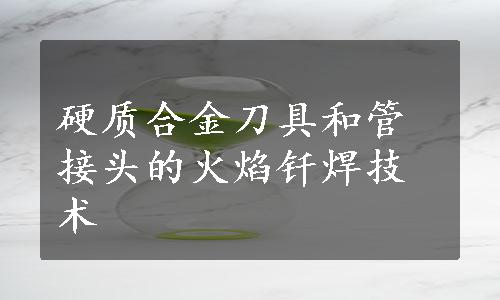
(1)焊件与刀具 焊件为低碳钢管接头,如图9-5所示;车刀刀体与硬质合金刀片如图9-6所示。
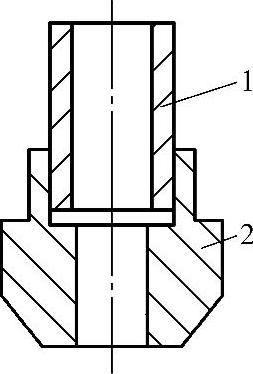
图9-5 管接头
1—导管 2—套接接头
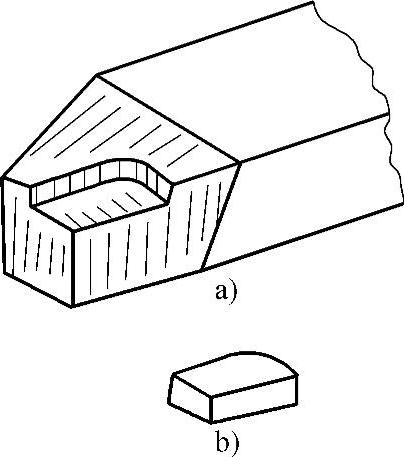
图9-6 车刀
a)车刀刀体 b)硬质合金刀片
(2)钎料和钎剂
1)低碳钢管件采用铜锌钎料(丝状),直径2mm左右;钎剂由75%硼酸和25%硼砂(质量分数)组成。
2)车刀刀体与硬质合金刀片钎焊用铜锌钎料为薄片状,厚度0.5mm;或丝状钎料,直径为2~3mm。钎剂为硼砂100%或者用60%脱水硼砂与40%硼酸(质量分数)。
(3)操作要领
1)低碳钢管件的钎焊接头
①焊前清理。碳钢焊件要用细砂纸清理待焊表面,将接口周围仔细打磨至呈现均匀的金属光泽,然后用毛刷清洗待焊表面。钎料用质量分数为15%~20%的硫酸铵溶液在室温下清洗,清洗后的管件应在4h之内完成焊接。
②装配定位焊。清理好的管件按图样的要求装配好。单个管件可放到工作台的圆盘上,若是多个接头管子的钎焊,由于要保证各接头之间的相对位置,需要使用专用夹具装配。装配前要将夹具上的灰尘、油脂清理干净。装配时,应保证钎焊间隙,碳钢管件的单边间隙为0.05~0.1mm,要保证四周间隙均匀。
一般直径小的管接头(<ϕ20mm)只定位钎焊1点,大直径的管接头可沿圆周均匀分布定位钎焊2~3点。
③钎焊。将焊件放置在工作台上,用中性火焰进行钎焊。火焰焰芯距焊件表面15~20mm,用火焰的外焰对准接头均匀加热;同时脚踏转动机构使焊件转动。在加热过程中焊炬还要沿接头搭接部分做上下摆动,使钎焊接头加热均匀。当观察接头的表面呈橘红色时,用钎料蘸上钎剂后,沿钎焊处涂抹,钎剂即开始熔化流动,并填满缝隙,随即加入钎料。若加热温度不足,则液态钎料的流动性差,间隙中的钎剂不能及时浮出,从而形成钎缝中的钎剂夹渣。若加热温度太高,超出钎焊温度太多,则钎料中的锌蒸发剧烈,会引起钎缝中的气孔。因此均匀加热并控制钎焊温度对于保证钎焊质量是非常必要的。
加入钎料后,用外焰前后移动加热焊件的搭接部分,使钎料均匀地渗入钎焊间隙,不能把火焰直接指向钎缝,如图9-7所示。若发现钎料不能形成饱满的圆根时,可以再加些钎料,并同时不断地转动小圆盘,使火焰继续沿管件圆周均匀加热,以便钎料均匀铺开,直到整个钎缝形成饱满的圆根为止。再用火焰沿钎缝加热两遍,这样有利于钎缝中的气体排出,然后慢慢将火焰移开。这时熔化的钎料未完全凝固,不允许搬动焊件,以防止钎缝开裂和接头相对位置的变动。
若钎焊较粗的管件,钎料可以分几次沿钎缝加入,等一段钎料渗完后,再钎焊另一段,如图9-8所示。
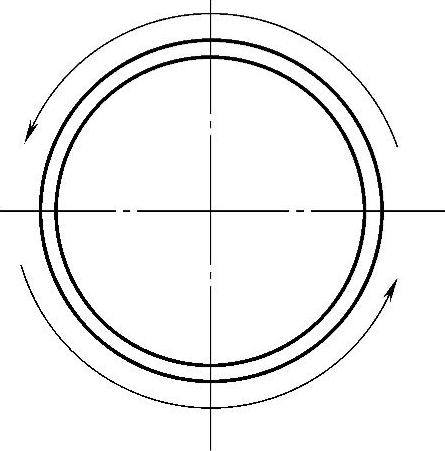
图9-7 加热时火焰的指向位置
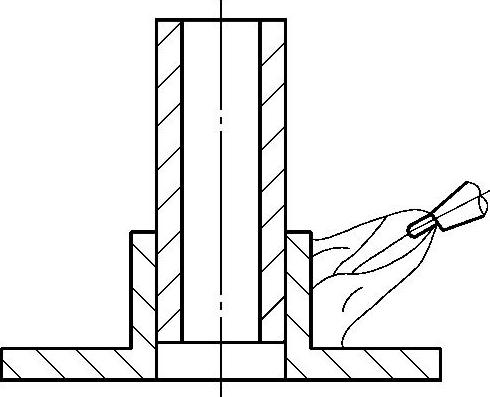
图9-8 粗直径管件的分段钎焊
④清除钎剂及焊渣。钎剂及焊渣对钎焊接头有腐蚀作用,在钎焊的8h之内要完成清除。用机械方法去除焊渣,用溶剂(汽油、酒精等)清洗焊件表面的钎剂,然后再用热水煮洗。(www.zuozong.com)
2)车刀(或刨刀)刀体与刀头钎焊。刀体与刀头的材料不同,受热后的线胀系数不同,因此会产生很大的内应力,从而可能使刀片产生裂纹,严重时会造成刀片破碎。因此,选择合理的刀槽形式、钎料及钎焊工艺,是保证硬质合金刀具钎焊质量的前提。
①刀槽形式。为了减少变形和防止裂纹,对于车刀和刨刀采用开口式刀槽(封闭及半封闭容易引起刀片裂纹),刀槽的表面粗糙度应小于10μm,刀槽的内棱角处应有圆弧,以防止刀杆产生裂纹,如图9-9所示。
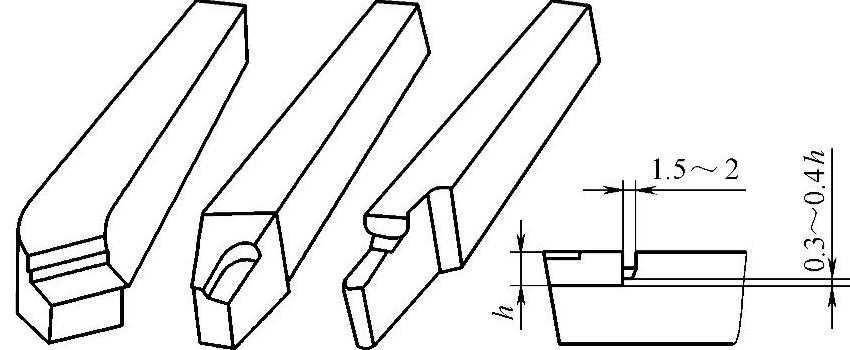
图9-9 刀槽的形式
②刀片、刀杆的清理。新刀片要采用吹砂处理,去除表面的氧化层及油漆,无吹砂设备也可在碳化硅砂轮上轻磨。不允许用钳子夹住刀片在砂轮上磨,也不能用磨床磨削,以避免刀片裂纹。
③进行硬质合金刀具钎焊时,根据其钎料加入方式可分为两种操作方法。
a.预埋钎料法。将厚0.5mm左右的薄片钎料裁成与刀片相同的形状,然后将刀片及钎剂一同预置于刀槽中,如图9-10所示。钎焊时,刀杆放在工作台的耐火砖上固定,刀头伸出一定的长度,便于用火焰加热刀体的杆部、两侧及刀槽的底部,如图9-11a所示。选用中性焰加热刀槽至暗红色时(约650℃),再用火焰的外焰加热刀片及刀槽,如图9-11b所示。钎剂全部熔化后,再继续加热至钎料全部熔化,并沿钎缝渗出。注意观察钎料的熔化状态,当产生微小的蓝色火焰并冒白烟时,立即用加压杆拨动刀片,并在刀槽内往复移动几次,如图9-11c所示。然后使刀片停在正常位置,并用加压杆在刀杆上部中间施加压力,如图9-11d所示。以便钎料在刀片和刀槽之间更好地进行扩散,最后获得优良的接头。
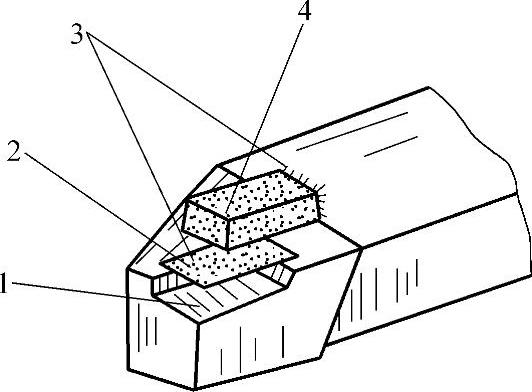
图9-10 钎料与钎剂的放置示意图
1—刀槽 2—钎料 3—钎剂 4—刀头
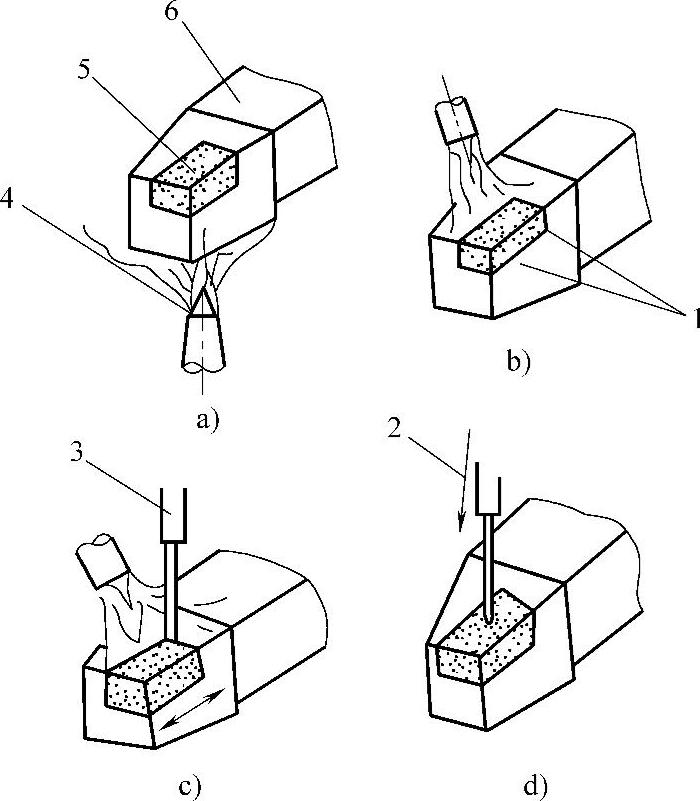
图9-11 预置钎料法钎焊的过程
a)加热刀体 b)加热刀片及刀槽 c)拨动刀片 d)加压
1—熔化的钎料及钎剂 2—加压方向 3—加压杆 4—火焰 5—刀片 6—刀体
钎焊结束后,随即将刀具放入石棉灰中缓冷,或送入350~380℃的炉中进行低温回火,以减少内应力,防止产生裂纹,提高刀具的使用寿命和使用性能。
b.熔入法。先用火焰均匀加热刀槽周围,待刀槽四周呈现暗红色时,加热刀片。将预热后的钎料端头蘸着钎剂不断地送入钎缝,钎剂熔化并布满钎缝。然后将蘸着钎剂的钎料立即送入火焰下的钎缝接头处,使其快速熔化渗入并填满接头间隙,从而完成钎焊过程。
3)注意事项。火焰钎焊与气焊都是右手持焊炬,左手填加焊丝及钎料。但气焊时焊件和焊丝都熔化,因此加热温度要求高。而火焰钎焊是焊件本身不熔化,只有钎料熔化,因此焊件的加热温度较低。火焰钎焊与气焊的根本区别在于气焊加热时以火焰的焰心对准熔池,要求加热集中,使焊件迅速熔化,充分熔透。而火焰钎焊则应以火焰的外焰加热焊件,并将整个接头均匀加热到要求的钎焊温度即可。这是火焰钎焊过程中始终应注意的问题。
4)质量评定。采用目视外观检查钎缝表面,碳钢管件的钎缝表面应有圆根并圆滑连接,表面不应有焊瘤、咬边、裂纹等缺陷。硬质合金刀具则要求刀片在刀槽中位置正确,不产生裂纹,刀片与刀槽连接处的四周有均匀的钎料渗出。检查时,可用4~10倍放大镜辅助进行。
5)安全操作
②钎焊过程中因接触的化学溶剂较多,应严格遵守使用和保管有关化学溶剂的规定。
③钎焊过程中要防止锌及氟化氢的危害,凡使用含锌的钎料及氟化氢钎剂进行钎焊时,应在通风顺畅的条件下进行,要有排风装置,以防有毒物质的聚集。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。